






-
- 1 × 134,00 €
-
-
- 2 × 5628,00 €
- 1 × 6199,00 €
- 1 × 395,00 €
-
-
- 2 × 0,00 €
-
- 2 × 12350,00 €
-
- 2 × 4968,00 €
-
- 1 × 0,00 €
- 3 × 409,00 €
- 1 × 178,00 €
- 1 × 3090,00 €
- 2 × 810,00 €
- 3 × 0,00 €
-
-
-
-
- 3 × 124,00 €
-
- 2 × 0,00 €
-
-
-
-
- 1 × 445,00 €
-
- 1 × 2685,00 €
-
-
- 1 × 110,00 €
- 1 × 20300,00 €
- 1 × 11147,00 €
- 1 × 287,00 €
-
- 1 × 1373,00 €
-
-
-
- 1 × 65,00 €
-
-
- 1 × 165,00 €
- 1 × 55,00 €
- 1 × 20,00 €
-
-
-
- 1 × 136,95 €
- 1 × 4832,00 €
-
- 1 × 2030,00 €
-
-




























































































Le contrôle précis de l’humidité dans les copeaux de bois est un aspect critique de l’industrie du bois, car il a un impact significatif sur la qualité et les performances des produits finis. Cet article aborde les différents avantages d’une gestion optimale de l’humidité, tels que l’amélioration de la durabilité du produit, l’amélioration de la transformation et la réduction des déchets.
Nous nous intéresserons ensuite aux meilleures méthodes de mesure de l’humidité. Nous comparerons différentes techniques, notamment les méthodes électriques, la technologie proche infrarouge (NIR) et la réflectométrie dans le domaine temporel (TDR), en mettant l’accent sur la TDR en tant qu’approche supérieure en raison de sa précision et de sa fiabilité.
La meilleure façon de mesurer l’humidité dans les copeaux de bois est d’utiliser une méthode de mesure électromagnétique, telle que la technologie TDR ; un exemple optimal est le SONO-Ex GS1 pour des mesures précises et en temps réel.
Ensuite, nous effectuerons une comparaison concise des principaux équipements de contrôle de l’humidité tels que le SONO-Ex GS1, l’IR-3000 et le LB 568, en nous concentrant sur leurs caractéristiques, leurs capacités et leurs applications dans la fabrication de copeaux de bois. Nous aborderons également les étapes pratiques de la mise en œuvre de la technologie de contrôle de l’humidité, y compris son intégration dans les systèmes existants et les avantages de l’utilisation de solutions USB et informatiques pour améliorer la gestion des données et des processus. Enfin, nous mettrons en évidence l’efficacité de ces technologies, en particulier celle du TRIME®-TDR, primé et approuvé par la DLG.
Indice
- Avantages de la mesure de l’humidité du bois
- Quel est le meilleur équipement à utiliser ?
- Méthodes de mise en œuvre efficaces
- Conclusion

1. Avantages de la mesure de l’humidité du bois
Le taux d’humidité du bois influe considérablement sur des propriétés telles que la résistance, la vitesse de séchage et l’efficacité du durcissement de la colle et du collage. Les variations du taux d’humidité peuvent entraîner des problèmes tels que le pourrissement ou des changements de dimensions. Il est donc essentiel de maintenir un taux d’humidité constant pendant la production de copeaux de bois afin de garantir la qualité du produit. Pour plus d’informations sur la mesure du taux d’humidité des grains, voir ici.
Traditionnellement, le contrôle de l’humidité dans les séchoirs à bande pour les copeaux de bois est un processus manuel ou repose sur un échantillonnage hors ligne qui prend beaucoup de temps. Non seulement cette approche prend beaucoup de temps, mais elle manque également de précision, car elle ne tient pas compte des inhomogénéités du bois. En outre, ces méthodes d’échantillonnage ne fournissent qu’un instantané des niveaux d’humidité, ce qui peut entraîner des inexactitudes, en particulier si l’échantillon provient d’une section non représentative, comme une poche humide.
Au fil des ans, en l’absence de meilleures solutions, diverses méthodes de contrôle ont été mises au point. Celles-ci sont généralement basées sur l’équilibre thermique ou l’humidité de l’air. Toutefois, ces méthodes indirectes ne sont pas entièrement fiables car elles sont influencées par les conditions climatiques locales et le temps qui prévaut. Cette section de l’article explore les avantages de la mesure directe de l’humidité dans les copeaux de bois, par exemple à l’aide de la technologie électromagnétique, en soulignant comment elle surmonte les limites des méthodes traditionnelles.

Avantages des méthodes directes :
Amélioration de la qualité du produit : Des niveaux d’humidité constants permettent de maintenir la résistance, la durabilité et la qualité globale des copeaux de bois, en réduisant le risque de pourriture et de changements dimensionnels.
Amélioration de l’efficacité de la transformation : Une mesure précise de l’humidité permet de mieux contrôler les processus de séchage et de durcissement, ce qui se traduit par des cycles de production plus efficaces et une réduction de la consommation d’énergie.
Réduction des déchets : Un contrôle précis de l’humidité minimise la probabilité d’un surséchage ou d’un sous-séchage, ce qui peut entraîner une détérioration du produit et une augmentation des déchets.
Réduction des coûts : En optimisant les processus de séchage et en réduisant les déchets, la mesure de l’humidité permet de réaliser d’importantes économies dans le processus de fabrication.
Homogénéité du produit final : Un taux d’humidité uniforme garantit que le produit final répond aux spécifications et aux normes souhaitées, ce qui est essentiel pour la satisfaction du client et le respect des réglementations.
La mesure de l’humidité dans le proche infrarouge (NIR) est une technique non invasive qui apporte des améliorations significatives par rapport aux méthodes traditionnelles de mesure de l’humidité. Les principaux avantages du proche infrarouge sont sa simplicité, l’élimination des produits chimiques dangereux du processus et un flux de travail plus efficace pour les tests de produits. La technologie NIR simplifie le processus de mesure de l’humidité en éliminant les tâches manuelles telles que la collecte des échantillons, le séchage et le pesage précis. Elle permet d’intégrer des données en temps réel dans le système de contrôle distribué d’une usine, améliorant ainsi le contrôle du processus et l’efficacité opérationnelle, en particulier dans le contexte de la mesure de l’humidité des copeaux de bois. Le concurrent 1 en est un exemple.
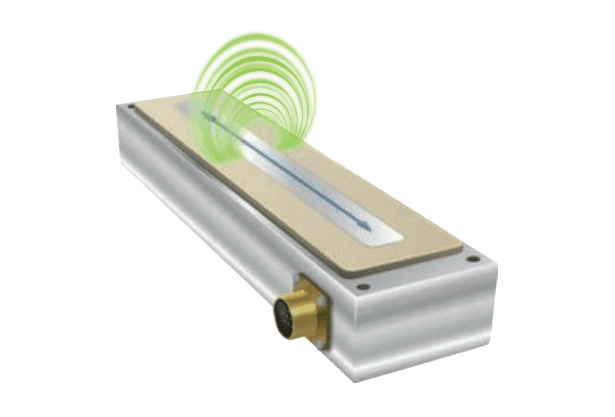
La réflectométrie dans le domaine temporel (TDR) est une méthode avancée pour mesurer l’humidité. Dans le cas du SONO-Ex GS, elle utilise une impulsion à haute fréquence de 1 GHz. L’impulsion TDR est envoyée le long du guide d’ondes de la sonde, créant un champ électromagnétique à l’intérieur du matériau mesuré. Le temps de transit de l’impulsion, mesuré avec une résolution impressionnante d’une picoseconde (1 × 10^-12), détermine avec précision l’humidité et la conductivité.
La technologie TDR, en particulier le TRIME®-TDR, se distingue dans ce domaine. Elle a été récompensée par de nombreux prix de l’innovation, notamment le Bauma Innovation Award 2016 et la certification DLG Approved de la Société allemande d’agriculture en 2018. Ces distinctions soulignent l’application réussie et le potentiel de haute technologie de la technologie TRIME-TDR dans des contextes pratiques. Son efficacité est également démontrée par son utilisation généralisée dans de nombreux projets industriels et scientifiques.

Par rapport à la technologie NIR (Near Infrared), le TDR offre des mesures plus précises et plus fiables. Cela en fait un choix supérieur pour les applications où la précision de la mesure de l’humidité et de la conductivité est critique, comme dans le contrôle des niveaux d’humidité des copeaux de bois.

2. Quel est le meilleur équipement à utiliser ?
Dans cette section, nous nous pencherons sur l’analyse de trois appareils de mesure de l’humidité, en mettant l’accent sur le SONO-Ex GS1 en tant que premier choix.
Reconnu pour sa grande sonde et son champ de mesure étendu, le SONO-Ex GS1 est le premier choix pour la mesure précise de l’humidité dans une gamme de matériaux en vrac, des copeaux de bois aux pâtes alimentaires.
Détecteur d’humidité polyvalent, l’IR-3000 de MoistTech s’adapte à divers environnements industriels et excelle dans les mesures d’humidité en ligne et en laboratoire grâce à la technologie NIR.
Spécialement conçu pour mesurer l’humidité en ligne et en temps réel, le Berthold LB 568 utilise la technologie des micro-ondes pour fournir des évaluations précises de l’humidité, en particulier pour les copeaux de bois dans les digesteurs.
| Classement | Prix | Précision | Polyvalence | Gamme de Mesure | Durabilité |
| 1er – SONO-Ex GS1 | $$$ | Élevée | Élevée | Élevée | Élevée |
| 2ème – IR-3000 | $$ | Faible | Élevée | Moyenne | Moyenne |
| 3ème – LB 568 | $$ | Moyenne | Faible | Élevée | Moyenne |
Le SONO-Ex GS1, avec sa sonde de grande taille et son champ de mesure étendu, est particulièrement bien adapté à l’évaluation des niveaux d’humidité dans les matériaux en vrac hétérogènes. Cela en fait un outil idéal pour une variété de substances, y compris les copeaux de bois, les pellets, les pâtes et autres matériaux similaires. Sa conception et ses capacités font du SONO-Ex GS1 le premier choix d’équipement pour mesurer avec précision l’humidité dans des matériaux aussi divers et de composition irrégulière.

Avantages :
Antidéflagrant : L’équipement, y compris les systèmes de contrôle de l’humidité, est homologué ATEX, ce qui signifie qu’il est conforme aux normes de l’Union européenne relatives à la sécurité de fonctionnement dans les atmosphères explosives. Cette certification garantit que l’équipement est spécifiquement conçu pour empêcher l’inflammation, réduisant ainsi le risque d’explosion dans les environnements contenant des matériaux combustibles, tels que les installations de traitement du bois.
Champ de mesure étendu : Le volume de 5 litres permet d’effectuer des mesures précises et représentatives de matériaux grossiers et inhomogènes.
Étalonnages personnalisables : Possibilité de stocker jusqu’à 15 courbes d’étalonnage de matériaux uniques directement dans la sonde pour une utilisation polyvalente.
Configuration conviviale : Configuration simple et intuitive pour diverses applications.
Traitement intelligent intégré : Traitement et évaluation avancés des signaux grâce à des algorithmes de filtrage intelligents intégrés à la sonde.
Pas besoin d’appareils supplémentaires : Fonctionnalité complète sans équipement d’évaluation supplémentaire.
Technologie radar fiable : Utilise un balayage radar en forme de disque pour des mesures exceptionnellement fiables.
| Caractéristique | Description |
| Plage d’humidité | 0…25% H2O (selon les matériaux) |
| Précision | 0,1 %H2O (dans la plage de calibration) |
| Plage de conductivité | 0…1 mS/cm |
| Technologie de mesure | TRIME® (Réflectométrie dans le domaine temporel avec des éléments micromodulaires intelligents) |
| Principe de mesure | Fréquence des ondes radar 600 MHz à 1.2 GHz |
| Plage de température | 0…70°C |
| Plage d’expansion du champ | Env. 50…80 mm (selon le matériau et l’humidité) |
| Sortie du signal | 2 x 0(4)…20mA sortie analogique 1 humidité en %, sortie analogique 2 conductivité, température ou écart type |
| Communication | RS-485, IMP-Bus |
| Alimentation | 12…24Vdc, 3W |
| Connecteur | Connecteur à bride MIL 10 pôles |
| Matériau du corps | Acier inoxydable V2A 1.4301 (304) |
| Matériau de la tête de surface | Acier inoxydable V4A et PEEK |
| Dimension | 280 x 70 x 40 mm |
| Classe de protection | IP67 |
| Certificats | II 2 D Ex tb IIIC T75°C Db |

Le détecteur d’humidité IR-3000, développé par MoistTech, est un appareil destiné à la mesure de l’humidité. Il est compatible avec diverses installations industrielles et peut être installé sur des trémies, des convoyeurs à vis ou des bandes existantes.
Caractéristiques du détecteur d’humidité IR-3000 :
Flexibilité d’installation : Il peut être installé sur des équipements industriels préexistants.
Mesure de l’humidité : Fournit des mesures d’humidité pour aider à maintenir la qualité du produit.
Utilisation en ligne et en laboratoire : convient au suivi continu de l’humidité en ligne et aux tests ponctuels en laboratoire.
Mesure de l’humidité dans le proche infrarouge : Utilise la technologie du proche infrarouge (NIR) pour la détection de l’humidité.
Intégration des données : Capable de fournir des données en temps réel aux systèmes de contrôle distribués des usines pour la gestion des processus.
Surveillance des mélanges : Comprend des fonctions de contrôle de l’humidité et de la résine dans les processus de mélange.

Le système de mesure Berthold LB 568 est conçu pour mesurer en ligne et en temps réel l’humidité des copeaux de bois introduits dans les digesteurs.
3. Caractéristiques du système de mesure Berthold LB 568 :
Mesure en ligne en temps réel : Permet une évaluation immédiate de l’humidité des copeaux de bois alimentés par le digesteur.
Technologie micro-ondes : Utilise plusieurs micro-ondes sur une large gamme de fréquences, émises par une antenne située sous le convoyeur.
Mesure par pénétration : Les micro-ondes pénètrent dans les copeaux de bois et les caractéristiques du signal sont modifiées en termes d’atténuation et de déphasage, ce qui indique les niveaux d’humidité.
Compensation de la variabilité : La mesure radiométrique de la masse surfacique permet d’ajuster les fluctuations de la hauteur de la couche et de la densité apparente.
Relevés stables et fiables : Fournit des relevés d’humidité cohérents malgré des conditions variables.
Installation et traitement des données : Les humidimètres sont montés sur la bande d’alimentation du digesteur, l’électronique d’évaluation des données étant située près des antennes.
Précision : En fonction de la représentativité de l’échantillonnage et des conditions de mesure, l’humidimètre peut atteindre une précision de +/- 1,0 % d’humidité.
Mise en œuvre :
La sonde d’humidité SONO-Ex GS1 est un outil essentiel pour la mesure de l’humidité. Elle se compose d’un boîtier en aluminium avec une fenêtre en PEEK. Cette sonde s’intègre parfaitement à un boîtier électronique qui contient le transmetteur TRIME TDR. Elle est conçue pour être installée dans divers environnements tels que des conteneurs, des trémies ou des convoyeurs à vis.

Le séchage de solides en vrac dans des sécheurs à bande consiste à remplir une bande perméable à l’air avec le produit. La quantité de produit et le temps qu’il passe dans le séchoir sont déterminés par les caractéristiques du produit et la quantité d’eau qui doit être éliminée. L’ajustement du temps de séjour à la valeur moyenne permet de compenser les variations du taux d’humidité, un facteur essentiel dans des processus tels que la production de granulés de bois. Le maintien d’un niveau d’humidité correct est vital ; une sécheresse excessive peut compromettre la qualité, tandis qu’une humidité trop importante peut perturber l’efficacité opérationnelle.
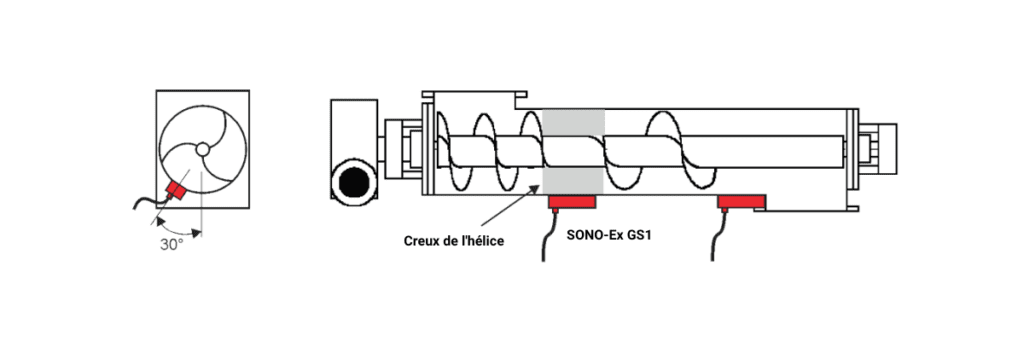
La sonde SONO-GS1 excelle dans la mesure de l’humidité du produit directement dans le flux de matière. Elle est particulièrement efficace pour évaluer l’humidité à l’entrée du séchoir ou à la sortie du séchoir. Cependant, il est déconseillé de mesurer à l’intérieur du séchoir ou sur la bande, car le matériau ne sèche pas uniformément tout au long du processus de séchage. Une telle inhomogénéité peut fausser les résultats. Le point de mesure optimal se situe à la sortie du séchoir, après que le produit a été mélangé, par exemple à l’extrémité de la vis de sortie.
Pour des résultats optimaux, si la sonde SONO-GS1 est installée le long d’un convoyeur à vis au niveau de la décharge, elle doit être positionnée à un angle de 30° dans le sens de la rotation de la vis, car ce positionnement s’aligne sur le meilleur flux de matériau. En option, la vis peut être partiellement encastrée pour créer une accumulation, ce qui permet d’égaliser les incohérences dans le flux de matériau. Ce positionnement stratégique garantit une utilisation optimale de la sonde SONO-GS1, améliorant ainsi la précision et la fiabilité des mesures d’humidité.
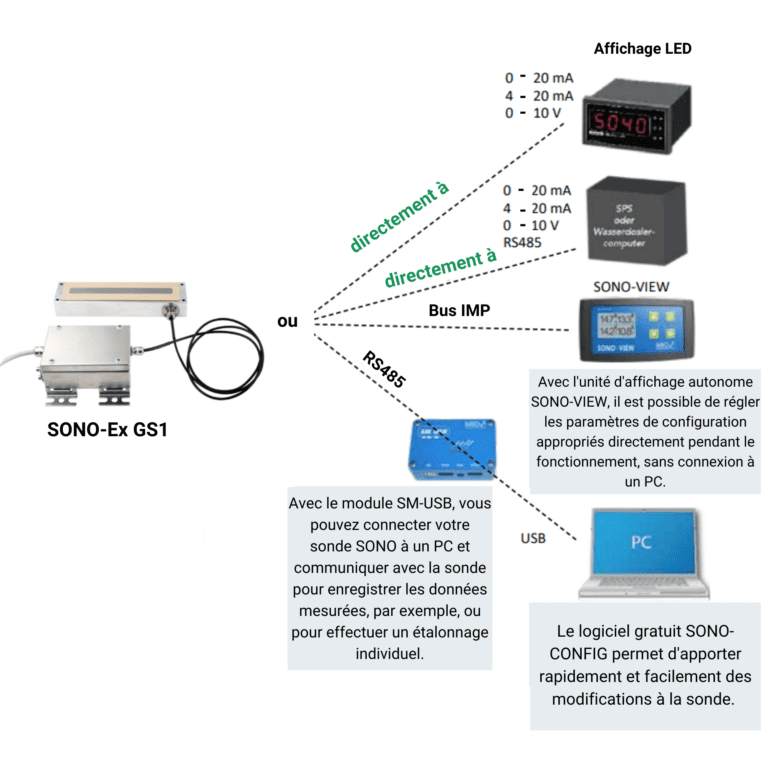
Le capteur offre une connectivité polyvalente, avec des options de sortie directe comprenant des signaux 0 – 20 mA, 4 – 20 mA ou 0 – 10 V, et il prend également en charge une connexion RS485. En outre, il peut être intégré à un système de bus IMP pour une transmission efficace des données.
Unité d’affichage SONO-VIEW : Cette unité d’affichage indépendante permet d’ajuster à la volée les paramètres de configuration pendant le fonctionnement, éliminant ainsi le besoin d’un PC.
Module SM-USB : Ce module connecte la sonde SONO à un PC, facilitant l’enregistrement des données et l’étalonnage individuel grâce à une communication directe avec le capteur.
Logiciel PC : Le logiciel SONO-CONFIG, disponible gratuitement, fournit une interface conviviale pour des ajustements rapides des paramètres du capteur.
L’ensemble de ces éléments constitue un système polyvalent et complet de surveillance de l’humidité. Ils permettent à la fois un fonctionnement autonome et une intégration avec des systèmes PC, améliorant à la fois la gestion des données et les capacités de configuration du capteur.

En conclusion, cet article souligne l’importance primordiale d’une mesure précise de l’humidité dans l’industrie des copeaux de bois. Les avantages d’un contrôle précis de l’humidité sont indéniables, qu’il s’agisse de l’amélioration de la qualité du produit ou de l’efficacité de la transformation. Les méthodes traditionnelles, bien qu’elles aient été standardisées, ne sont pas aussi précises et efficaces que les techniques modernes telles que le NIR et le TDR.
Les performances supérieures de la réflectométrie dans le domaine temporel, en particulier celles de la technologie TRIME®-TDR, ont été reconnues par de nombreux prix et certifications en matière d’innovation. Elle offre une précision et une fiabilité inégalées dans la mesure de l’humidité, surpassant d’autres méthodes telles que le NIR.
Le SONO-Ex GS1 apparaît comme un choix d’équipement exemplaire, son champ de mesure étendu et ses étalonnages personnalisables le rendant idéal pour une variété de matériaux, y compris les copeaux de bois. L’intégration de cette sonde dans les systèmes améliore le processus de mesure de l’humidité, garantissant une qualité constante et réduisant les déchets.
Comme nous l’avons exploré, la mise en œuvre du SONO-GS1, en particulier dans les opérations de séchage à bande, illustre son efficacité et sa polyvalence. Le placement stratégique de cette sonde, soutenu par des solutions informatiques et USB modernes, aboutit à un système complet de contrôle de l’humidité qui est à la fois adaptable et efficace.
En fin de compte, les progrès de la technologie de mesure de l’humidité, en particulier avec le SONO-Ex GS1, représentent une avancée significative pour assurer la qualité et l’efficacité de la production de copeaux de bois. Elle témoigne de l’innovation permanente dans ce domaine, qui vise à obtenir une qualité de produit et une efficacité de processus optimales.