
































































Dans le domaine de la transformation des produits agricoles, et en particulier du séchage des céréales, les enjeux sont importants. Des niveaux d’humidité incorrects dans les grains stockés peuvent avoir des conséquences catastrophiques, allant de la prolifération des moisissures à la perte totale du produit, ce qui a un impact à la fois sur la qualité et sur les résultats. C’est là que l’importance d’un contrôle avancé de l’humidité devient indéniable.
Cet article analyse la nécessité et les avantages de la mesure des niveaux d’humidité des grains, et présente les différentes technologies et équipements permettant de résoudre ce problème. Nous analysons des capteurs tels que l’AgroLog et le FIZEPR-SW100, mais la technologie TRIME-Ex GWs change la donne en offrant une solution sophistiquée et conviviale pour la mesure de l’humidité en temps réel. En s’appuyant sur la réflectométrie temporelle (TDR), ce système va au-delà de l’analyse de surface et fournit des mesures précises et complètes de l’humidité dans l’ensemble du volume du grain. Pouvant s’intégrer de manière transparente dans les étapes initiales et finales du processus de séchage, les unités TRIME-Ex GW garantissent que les grains atteignent le taux d’humidité optimal nécessaire à un stockage sûr.
Avec l’évolution de l’industrie agricole, le besoin de précision à chaque étape de la manutention des grains est primordial. Le TRIME-Ex GWs ne se contente pas de répondre à ce besoin, il établit une nouvelle norme pour ce qui est possible en matière de gestion de l’humidité des grains, illustrant le mélange harmonieux de l’innovation et de l’aspect pratique.
La meilleure méthode pour mesurer l’humidité des grains est d’utiliser la technologie TDR, en utilisant un équipement qui surveille l’humidité avec précision et en permanence, comme les TRIME-Ex GW.
Indice
- Comparaison des différentes méthodes d’échantillonnage
- Les avantages d’une gestion optimale de l’humidité
- Explorer le summum de la technologie de contrôle de l’humidité
- Exigences essentielles
- Le meilleur équipement à utiliser
- Mise en œuvre réussie de la technologie de contrôle de l’humidité
- Conclusion

Si vous travaillez avec des séchoirs, vous ne connaissez que trop bien les problèmes qu’ils posent. Les séchoirs manuels sont difficiles à contrôler et peuvent produire des résultats inacceptables qui vous coûtent cher.
Le séchage des solides en vrac dans les séchoirs verticaux est une étape cruciale de la manutention des céréales après la récolte. Lorsque les grains sont récoltés, ils conservent généralement une quantité importante d’humidité. Cet excès d’humidité peut être préjudiciable si les grains sont stockés dans un silo sans procédures de séchage appropriées. L’une des principales préoccupations est le développement rapide de moisissures, qui peuvent rendre l’ensemble du stock de céréales inutilisable, entraînant des pertes financières substantielles pour les agriculteurs et les fournisseurs.
Pour atténuer ce risque et préserver la qualité des céréales récoltées, une pratique courante consiste à les soumettre à un processus de séchage avant de les stocker dans un silo. Ce processus de séchage est généralement réalisé à l’aide de séchoirs verticaux, qui sont conçus pour éliminer efficacement l’humidité. Ces séchoirs sont souvent configurés comme des séchoirs continus, ce qui signifie que le grain y passe une fois, perdant progressivement de l’humidité en cours de route.
L’un des aspects essentiels de ce processus de séchage est le contrôle précis des niveaux d’humidité. La teneur en eau des intrants est mesurée afin de déterminer la quantité exacte d’eau qui doit être retirée du grain. Cette mesure est cruciale car elle permet de personnaliser le processus de séchage en fonction des besoins spécifiques du grain traité. En connaissant le taux d’humidité initial, les opérateurs peuvent régler les paramètres du séchoir pour s’assurer que le grain atteint le niveau d’humidité souhaité pour un stockage sûr.
En outre, le temps de séjour (le temps que le grain passe dans le séchoir) ou le débit (la vitesse à laquelle le grain se déplace dans le séchoir) sont soigneusement contrôlés en fonction des performances connues du séchoir. Ce contrôle est essentiel pour obtenir des résultats optimaux. Il garantit que le grain est exposé aux conditions de séchage pendant la durée appropriée, sans sous-séchage ni surséchage. Le surséchage peut être un gaspillage en termes de consommation d’énergie et peut entraîner des coûts inutiles.
Néanmoins, le contrôle des séchoirs manuels présente des difficultés. Ces séchoirs peuvent donner des résultats imprécis, ce qui entraîne des pertes financières dues à la nécessité d’un échantillonnage exigeant en main-d’œuvre, à des produits trop humides ou trop secs, ou à la nécessité de procédures de post-traitement coûteuses. L’intégration de mesures en continu est donc cruciale, et des technologies telles que la réflectométrie temporelle (TDR) offrent un moyen simple et ininterrompu d’obtenir des résultats précis et actualisés.

Temps de cycle optimisés :
Le contrôle continu de l’humidité permet d’ajuster le processus de séchage en temps réel. Cela signifie que les cycles de séchage peuvent être précisément adaptés aux besoins du grain, en évitant à la fois le sous-séchage et le sur-séchage.
En ajustant constamment les paramètres de séchage, il est possible de réduire la durée totale du séchage. Il en résulte un traitement plus efficace et des délais d’exécution plus courts, ce qui est particulièrement avantageux pendant les périodes de pointe des récoltes.
Économies sur les coûts de chauffage et la consommation d’énergie :
Des cycles de séchage efficaces signifient que l’on gaspille moins d’énergie en surséchant. Cela permet de réaliser des économies significatives en termes de coûts de chauffage et de consommation d’énergie.
La réduction de la consommation d’énergie contribue également à réduire l’empreinte écologique, ce qui va dans le sens des pratiques agricoles durables.

Mesure directe de l’humidité dans le matériau :
- La mesure directe et en temps réel de l’humidité fournit des données précises sur l’état du grain. Cela permet de maintenir la qualité du grain en s’assurant qu’il est séché au niveau exact requis.
- Elle permet également d’éviter les risques liés à l’humidité, tels que le développement de moisissures ou la détérioration, qui peuvent se produire si le grain est trop humide, ou la fissuration et la dégradation de la qualité s’il est trop sec.
Enregistrement continu des données relatives au taux d’humidité :
- L’enregistrement continu des données permet d’obtenir un relevé complet du processus de séchage. Ces informations peuvent être utilisées pour le contrôle de la qualité, l’optimisation du processus et la conformité aux normes réglementaires.
- L’analyse des données historiques peut aider à identifier des modèles et à prendre des décisions éclairées pour le traitement futur des récoltes, ce qui permet d’améliorer continuellement les processus.
Contrôle optimal et précis du processus tout au long des cycles :
- Un contrôle précis garantit que chaque cycle de séchage est aussi efficace que possible, en maintenant une qualité constante dans tous les lots.
- Ce niveau de contrôle peut s’adapter à différents types de grains et à différents niveaux d’humidité initiale, ce qui en fait un système polyvalent et robuste pour le séchage des grains.
Réduction des pertes de valeur du produit dues à un séchage excessif ou insuffisant :
- Un séchage correct préserve la qualité du grain et réduit les pertes dues à la détérioration ou à la dégradation. Cela garantit que la plus grande quantité possible de grains récoltés peut être vendue à sa valeur optimale.
- Il permet également de préserver la valeur nutritionnelle et l’aspect du grain, qui sont des facteurs essentiels pour sa commercialisation.
Réduction des coûts de travail et de main-d’œuvre :
- L’automatisation de la surveillance de l’humidité élimine la tâche laborieuse de l’échantillonnage manuel. Cela permet de réduire les coûts de main-d’œuvre et de libérer les travailleurs pour d’autres tâches.
- Elle réduit également les erreurs humaines et garantit un contrôle cohérent, indépendamment de la disponibilité de la main-d’œuvre ou des niveaux de compétence.
Productivité accrue :
- Des cycles de séchage plus rapides et plus efficaces permettent de traiter plus de grains en moins de temps.
- La fiabilité et la précision du système réduisent également les temps d’arrêt dus à la maintenance ou aux problèmes de qualité, ce qui améliore encore la productivité.
3. Explorer le summum de la technologie de contrôle de l’humidité
Dans cette exploration, nous allons plonger dans les rouages du TRIME TDR et comprendre pourquoi il a été reconnu comme une solution révolutionnaire dans l’industrie céréalière. En outre, nous examinerons les leaders notables de l’industrie qui ont adopté cette technologie, reconnaissant son potentiel pour transformer la gestion de l’humidité. Rejoignez-nous pour découvrir la puissance et la précision de la technologie TRIME TDR et les entreprises influentes qui s’appuient sur elle.
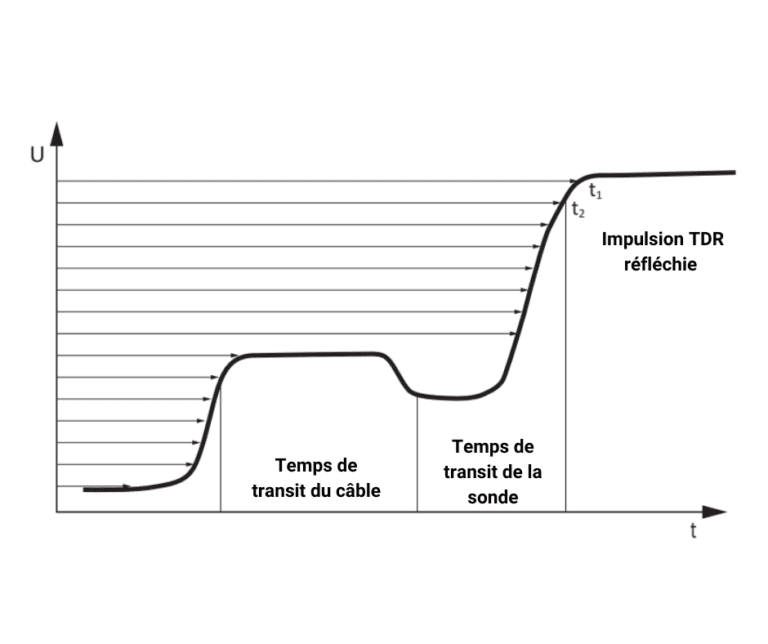
La mise en œuvre de la réflectométrie temporelle (TDR) à des fins de mesure exigeait traditionnellement une expertise technique et des efforts considérables. La génération d’impulsions extrêmement précises et la réalisation de mesures de la plus haute précision faisaient partie intégrante de cette technologie. Par conséquent, la TDR était principalement confinée aux laboratoires, surtout utilisés pour la recherche scientifique. Cette restriction était en partie due au coût élevé et à la taille importante des appareils de mesure basés sur le TDR, qui les rendaient peu pratiques pour une utilisation sur le terrain.
Cependant, le perfectionnement de la technologie TDR par IMKO, en particulier pour la mesure de l’humidité des matériaux, a conduit au développement de la méthode TRIME (Time Domain Reflectometry with Intelligent Micromodule Elements). Cette méthode représente une avancée significative dans la technologie de mesure. Elle offre une approche robuste et fiable tout en étant compacte et adaptée aux applications industrielles. La méthode TRIME se distingue par sa conception compatible avec l’industrie, qui, combinée à un rapport prix/performance attrayant, en fait une option réalisable au-delà des laboratoires. Cette optimisation a effectivement transformé le TDR d’un outil scientifique spécialisé en une solution plus accessible et plus pratique pour la mesure de l’humidité des matériaux dans divers contextes industriels.
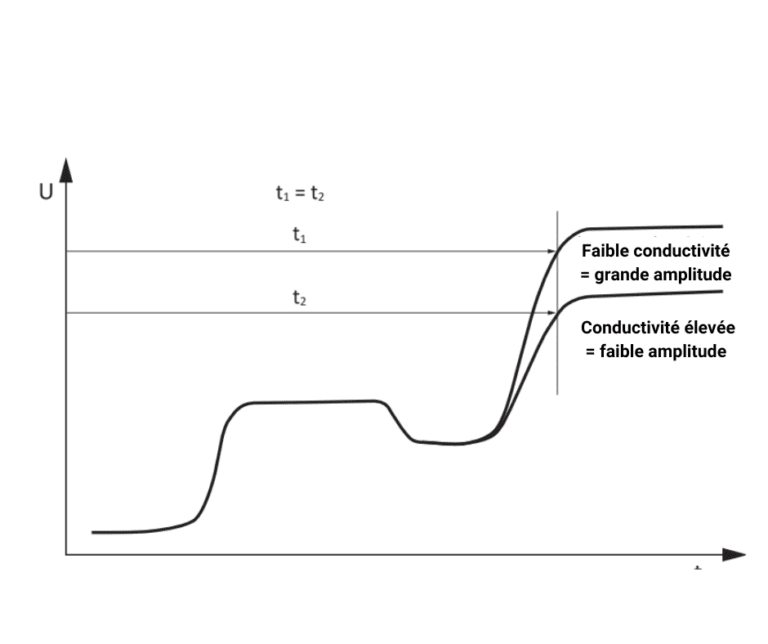
L’un des principaux défis de la mesure de l’humidité sur différents supports est l’impact de la conductivité électrique du support sur la précision des mesures. La conductivité électrique, qui peut varier de manière significative, affecte directement le résultat des évaluations de l’humidité. Un exemple courant de cette variabilité est l’eau du robinet, dont la teneur en minéraux, et par conséquent la conductivité électrique, peut fluctuer de 50 % par rapport à la moyenne annuelle.
La technologie de la réflectométrie à dimension temporelle (TDR) fait toutefois preuve d’une grande robustesse face aux variations de la conductivité électrique du milieu mesuré. Cette résistance est due en grande partie aux techniques avancées d’analyse intelligente des signaux utilisées par les systèmes TDR. Ces techniques compensent efficacement les perturbations causées par les changements de conductivité électrique. En outre, la technologie TDR ne se contente pas de neutraliser ces effets d’interférence ; elle peut également utiliser les signaux analysés pour surveiller les changements dans le milieu, tels que l’enrichissement ou l’appauvrissement en minéraux. Cette double capacité garantit non seulement une mesure précise de l’humidité,mais fournit également des informations précieuses pour estimer la composition et la qualité du milieu, ce qui fait de la technologie TDR un outil inestimable dans un large éventail d’applications où la précision de la teneur en humidité et de la composition du matériau est cruciale.
En s’appuyant sur les avantages de la surveillance continue de l’humidité, il convient de noter que cette technologie n’est pas seulement un concept théorique ; elle est déjà mise en œuvre avec succès par des entreprises de premier plan dans diverses industries :
Anheuser-Busch Breweries, aux États-Unis, utilise la technologie TRIME TDR dans ses malteries. Cette précision dans le contrôle de l’humidité est essentielle pour assurer la qualité et la cohérence du malt utilisé dans leur célèbre production de bière.
En Allemagne, Stela Laxhuber GmbH & Co. KG, une entreprise spécialisée dans le séchage des céréales, a intégré cette technologie dans ses opérations. Cette adoption souligne l’applicabilité et l’efficacité de la technologie dans le maintien de la qualité des céréales pendant le processus de séchage.
De même, Proctor & Gamble, aux États-Unis, utilise cette technologie pour le séchage du café. Étant donné la sensibilité des grains de café à l’humidité, l’utilisation de la technologie TRIME TDR permet de préserver la saveur et l’arôme, qui sont essentiels à la production d’un café de haute qualité.
Dans le secteur agricole, Nidera en Argentine utilise cette technologie pour le séchage du tournesol et du soja, deux cultures essentielles pour les exportations agricoles du pays. Le contrôle précis de l’humidité est crucial dans ce cas, car il a un impact direct sur la qualité de l’huile et le rendement de ces cultures
4. Exigences essentielles et analyse de l’équipement
Dans le domaine du contrôle de l’humidité des grains, la précision et la sécurité sont primordiales. Cette section examine les éléments essentiels qui garantissent une gestion efficace de l’humidité dans le traitement des céréales. L’une des conditions préalables fondamentales est l’approbation ATEX, une certification qui signifie que l’équipement est conforme à des normes de sécurité strictes dans les atmosphères potentiellement explosives.
On ne saurait trop insister sur l’importance de l’agrément ATEX pour les systèmes de contrôle de l’humidité dans la manutention des céréales. ATEX, qui signifie “Atmosphères Explosibles”, est une directive de l’Union européenne qui fixe des normes pour les équipements utilisés dans les atmosphères explosives. La poussière de céréales, qui est hautement combustible, peut créer une atmosphère explosive au cours des étapes de séchage et de traitement. Il est donc essentiel de disposer d’un équipement de contrôle de l’humidité homologué ATEX pour garantir la sécurité dans ces environnements. Ces équipements sont conçus pour empêcher l’inflammation de l’atmosphère explosive, réduisant ainsi considérablement le risque d’explosion de la poussière de céréales. Il ne s’agit pas seulement d’une question de conformité réglementaire, mais aussi d’un aspect essentiel de la sécurité opérationnelle. En utilisant des systèmes de surveillance de l’humidité approuvés par l’ATEX, les installations de traitement des céréales peuvent maintenir un environnement de travail sûr tout en gérant efficacement la teneur en humidité de leurs produits. Cette intégration de la sécurité et de l’efficacité est essentielle pour le fonctionnement durable et responsable des installations de traitement et de stockage des céréales.

5. Analyse du meilleur produit
Dans cette section, nous allons procéder à une comparaison complète des trois technologies de mesure de l’humidité : TRIME Tech, AgroLog et FIZEPR-SW100. Nous les évaluerons en fonction de paramètres cruciaux tels que le prix, la précision, la polyvalence, l’étendue des mesures et la durabilité. Cette analyse comparative vise à fournir des informations précieuses sur les forces et les faiblesses de chaque technologie, afin de vous aider à faire un choix éclairé pour vos besoins en matière de mesure de l’humidité.
| Classement | Prix | Précision | Polyvalence | Plage de Mesure | Durabilité |
| 1er – TRIME Tech | $$$ | Élevée | Élevée | Élevée | Élevée |
| 2ème – AgroLog | $$ | Moyenne | Moyenne | Moyenne | Élevée |
| 3ème – FIZEPR-SW100 | $$ | Moyenne | Faible | Moyenne | Moyenne |
La technologie TRIME®-Ex GWs représente une avancée significative dans le domaine de la mesure de l’humidité des grains et des produits, se démarquant des méthodes traditionnelles. Elle est également homologuée ATEX. Approfondissons ses caractéristiques et avantages uniques :
Champ de mesure complet :
La technologie TRIME® utilise un champ de mesure électromagnétique qui pénètre complètement dans un volume d’échantillon d’environ 2 dm³. Cette couverture complète garantit que la teneur en humidité est évaluée dans l’ensemble du grain, et pas seulement à la surface
Contrairement à la technologie de mesure infrarouge par réflexion, qui tend à se concentrer sur l’humidité de surface, l’approche de TRIME® fournit une représentation plus holistique et plus précise de la teneur en eau globale du grain.
Mesure non invasive et du grain entier :
- L’un des principaux avantages de la technologie TRIME® est sa capacité à mesurer la teneur en eau des grains non moulus. Cette méthode non invasive préserve l’intégrité du grain, garantissant qu’aucune altération ou dommage ne se produit au cours du processus de mesure.
- Cet aspect est particulièrement important pour préserver la qualité et les caractéristiques du grain, surtout lorsque la qualité du produit final est directement influencée par son taux d’humidité.
Élimination des constructions complexes de dérivation :
- Les systèmes TRIME® ne nécessitent pas les constructions de dérivation complexes et sujettes aux erreurs qui sont souvent nécessaires avec d’autres technologies de mesure de l’humidité. Cette simplification ne réduit pas seulement le potentiel d’erreurs mais rationalise également le processus de mesure.
- L‘élimination de ces constructions améliore la fiabilité et la facilité d’utilisation du système TRIME®, ce qui en fait un choix plus convivial et plus efficace pour la mesure de l’humidité.
Conception flexible de la sonde :
- La conception de la sonde de la technologie TRIME® est très flexible, ce qui lui permet de s’adapter à un large éventail d’applications et de tâches. Cette adaptabilité est cruciale pour répondre aux divers besoins des différents types de grains et scénarios de mesure de l’humidité.
- La capacité de répondre à diverses exigences sans avoir à recourir à des équipements multiples et spécialisés fait de la technologie TRIME® une solution polyvalente et rentable pour la mesure de l’humidité.
Adaptation à une grande variété de tâches :
- Grâce à ses capacités de mesure complètes et à sa conception flexible, la technologie TRIME® n’est pas limitée à un type de grain ou de produit spécifique. Elle peut être utilisée efficacement dans un large éventail d’applications agricoles et industrielles.
- Cette polyvalence garantit que la technologie TRIME® peut s’adapter à l’évolution des besoins et des applications, ce qui en fait un investissement durable pour une utilisation à long terme dans la mesure de l’humidité.
| Fonctionnalité | Données |
| Mesure en ligne dans le processus | Jusqu’à 130 °C |
| Plages de mesure | Jusqu’à 70% d’humidité |
| Précision | (+/- 0,3% ça dépend du matériau utilisé) |
Le système de surveillance des grains AgroLog de Supertech Agroline représente une autre technologie de surveillance des silos à grains – il mesure les niveaux d’humidité des grains dans le silo. Ce système offre des capacités de surveillance en temps réel, ce qui permet de prendre des décisions éclairées sur la base de données précieuses et fiables. Sa force principale réside dans la combinaison d’un matériel robuste et d’un logiciel innovant, permettant aux utilisateurs de tirer pleinement parti des derniers développements technologiques en matière de gestion des céréales.
Supertech ne se contente pas de mettre en avant les avantages de son matériel, mais insiste sur la commodité et les possibilités offertes par sa ligne de produits améliorée, AgroLog. Cette approche garantit que les utilisateurs n’achètent pas seulement un produit, mais qu’ils ont accès à une solution complète pour la gestion des céréales.
Les principaux avantages du système AgroLog sont les suivants :
Un retour sur investissement élevé : En sécurisant les récoltes et en réduisant les déchets, AgroLog maximise les profits, garantissant un retour sur investissement rapide et sûr.
Maximisation des bénéfices sur les céréales : L’efficacité du système dans la gestion et la protection des céréales stockées se traduit directement par une augmentation de la rentabilité.
Tableau de bord unifié : Le logiciel AgroLog permet de gérer et de contrôler plusieurs installations à l’aide d’un tableau de bord unique et convivial, ce qui améliore l’efficacité opérationnelle.
Minimisation des déchets : Le système est conçu pour minimiser les pertes de céréales, ce qui permet d’extraire le maximum de valeur potentielle des récoltes.
crédit image : AgroLog
Le TMS2500 est un système compact et portable de surveillance des silos à grains conçu pour ceux qui ont besoin de capacités de surveillance continue. Cet appareil portable est doté d’une mémoire intégrée pour un suivi détaillé de la température et est fourni avec un logiciel PC pour un aperçu rapide des données.
Cependant, la technologie TDR (Time Domain Reflectometry) s’impose comme une méthode supérieure de mesure de l’humidité en raison de sa précision, de sa cohérence et de sa polyvalence inégalées. Contrairement aux techniques traditionnelles de mesure de l’humidité, la TDR n’est pas affectée de manière significative par des variables externes telles que les fluctuations de température ou la composition chimique du matériau. Cette robustesse garantit que le TDR fournit des relevés extrêmement fiables et cohérents, ce qui est crucial pour les applications où un contrôle précis de l’humidité est essentiel. En outre, la capacité du TDR à mesurer la teneur en humidité en profondeur et de manière non invasive à l’intérieur d’un échantillon, plutôt qu’à la surface, offre une analyse plus complète. Cette profondeur de mesure est particulièrement précieuse dans des secteurs comme l’agriculture, où la teneur en humidité interne est directement liée à la qualité du produit et à sa durée de conservation.
En outre, la technologie TDR s’adapte à un large éventail de matériaux et de conditions, ce qui en fait un outil polyvalent dans divers secteurs, notamment l’agriculture, la construction et la surveillance de l’environnement. Sa capacité à fonctionner efficacement dans différents environnements – des silos à grains aux matériaux de construction – démontre son applicabilité pratique au-delà des laboratoires. L’évolution de la technologie a également permis de mettre au point des appareils plus compacts, plus conviviaux et plus économiques, ce qui permet de l’utiliser sur le terrain sans sacrifier la précision ou la fiabilité.
L’humidimètre FIZEPR-SW100 est unique en son genre car il s’agit d’un appareil non nucléaire capable de mesurer l’humidité de matériaux présentant de grandes fractions, tels que la pierre concassée, le gravier et le minerai. Il est particulièrement important pour la production de gravats de béton carbonaté, car il mesure avec précision des niveaux d’humidité allant jusqu’à 8 %, similaires à ceux du sable.
Les humidimètres à micro-ondes en ligne FIZEPR-SW100 sont des appareils spécialisés dans la mesure de la teneur en humidité de divers produits céréaliers, notamment les céréales, la farine, le gruau, les graines et les aliments pour animaux. Ces appareils sont conçus pour fonctionner dans des environnements à haute température (jusqu’à +180°C), ce qui permet de les intégrer dans des équipements de séchage. Reconnus pour leur précision, ces humidimètres utilisent une méthode directe de mesure de la permittivité, qui permet une évaluation précise de l’humidité, même dans les matériaux présentant une répartition inégale de l’humidité. Les modèles FIZEPR-SW100 sont enregistrés dans le registre d’État des équipements de mesure en Russie et au Kazakhstan et sont réputés pour leur durabilité, grâce à leur sonde en acier inoxydable AISI 321. Leur conception robuste garantit leur longévité et leur résistance aux contraintes mécaniques.

crédit image : FIZEPR.com
Cependant, la technologie TDR mesure la teneur en eau sur toute la profondeur du matériau, ce qui permet une évaluation plus complète. En revanche, les systèmes à micro-ondes comme le FIZEPR-SW100 peuvent être plus limités en termes de profondeur de pénétration, ce qui peut conduire à un profilage moins complet de l’humidité.
En outre, la technologie TDR n’implique aucune radiation, ce qui peut être un avantage significatif en termes de sécurité et de conformité réglementaire. Les humidimètres à micro-ondes, en fonction de leur conception et de leur fonctionnement, peuvent avoir des considérations de sécurité différentes.
6. Mise en œuvre réussie de la technologie de contrôle de l’humidité
Dans l’analyse précédente, nous avons identifié le TRIME-Ex GW comme la méthode la plus efficace pour le contrôle de l’humidité des grains, nous allons donc maintenant explorer comment mettre en œuvre avec succès et tirer le meilleur parti de ce produit.
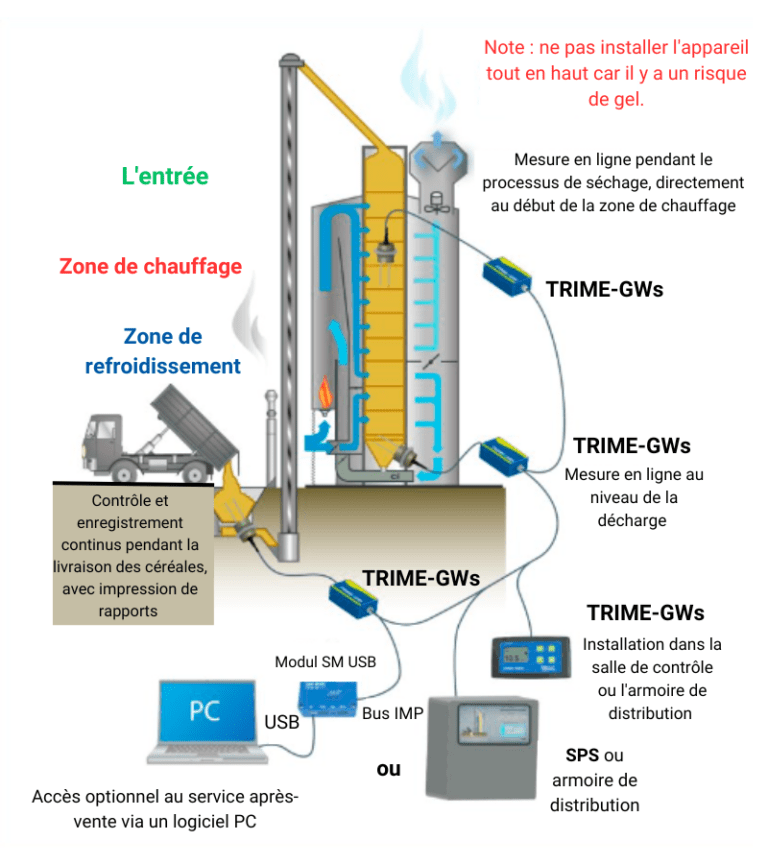
L’entrée : le grain est introduit dans le système à partir d’un mécanisme de transport tel qu’un camion.
Zone de chauffage : Le grain entre dans une zone de chauffage où des températures contrôlées sont appliquées pour réduire sa teneur en humidité.
Zone de refroidissement : Après le chauffage, le grain est refroidi à un niveau approprié pour le stockage ou la transformation ultérieure.
TRIME-GWs :
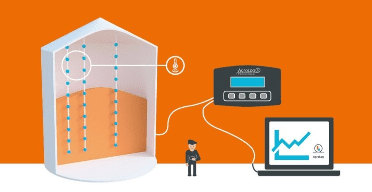
Un appareil TRIME-GWs est installé au début de la zone de chauffage pour mesurer l’humidité en temps réel pendant le processus de séchage.
Une deuxième unité TRIME-GWs est placée au niveau de la décharge pour s’assurer que le grain a atteint le niveau d’humidité souhaité après le séchage.
Une troisième unité est placée dans la salle de contrôle ou dans l’armoire de distribution pour une surveillance continue.
Contrôle et enregistrement continu : Le système assure une surveillance et un enregistrement continus tout au long de la livraison du grain, avec des fonctionnalités d’impression de rapports.
Ordinateur (PC) avec logiciel : Un ordinateur est connecté via USB à un module pour l’accès aux données du système. Le logiciel sert d’interface pour surveiller le système et prendre des décisions sur la base des données d’humidité collectées.
Accès optionnel au service après-vente : Il existe une option d’accès au service après-vente par le biais du logiciel PC, qui peut offrir des capacités supplémentaires d’assistance et de maintenance.
Note : L’appareil ne doit pas être installé tout en haut pour éviter le risque de gel, ce qui indique que le positionnement de l’unité TRIME-GWs est critique pour son bon fonctionnement et sa précision.
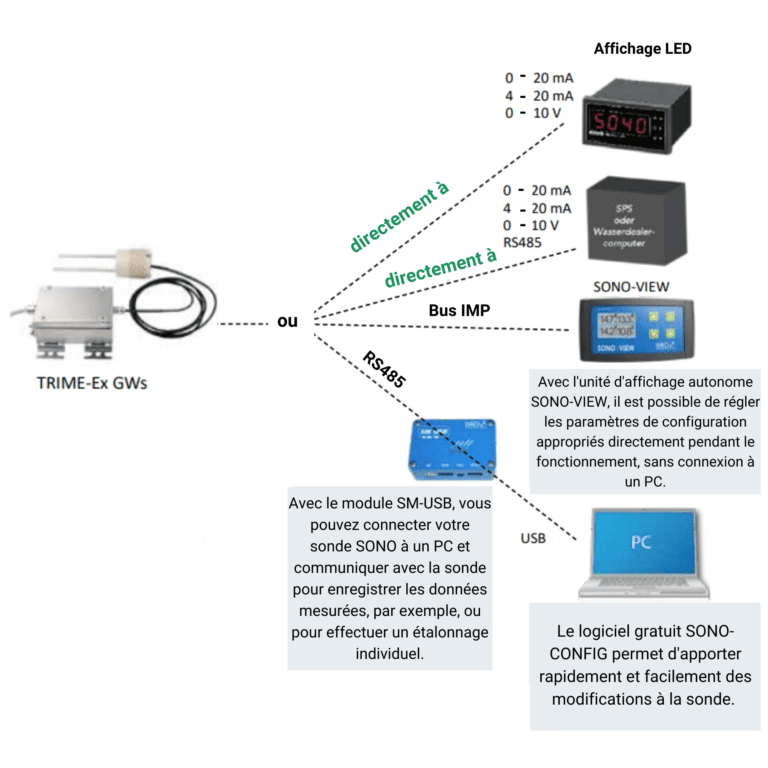
Le capteur peut être connecté via une sortie directe offrant des options de signaux 0 – 20 mA, 4 – 20 mA, ou 0 – 10 V, ou via une connexion RS485.
Il peut également s’interfacer avec un système de bus IMP pour la communication des données.
- Unité d’affichage SONO-VIEW : Cette unité d’affichage autonome permet d’ajuster les paramètres de configuration directement pendant le fonctionnement sans avoir besoin d’une connexion PC.
- Module SM-USB : Ce module permet de connecter la sonde SONO à un PC et de communiquer avec le capteur pour enregistrer les données mesurées ou effectuer un étalonnage individuel.
- Logiciel PC : Le logiciel SONO-CONFIG, gratuit, permet de modifier rapidement et facilement les paramètres du capteur.
Ces composants fonctionnent ensemble pour fournir une solution flexible et complète de contrôle de l’humidité, permettant à la fois un fonctionnement autonome et une intégration avec des systèmes PC pour une meilleure gestion des données et une meilleure configuration de l’appareil.
Au terme de notre exploration de la gestion de l’humidité des grains, il est clair que la voie à suivre est pavée de précision et d’innovation. La quête du secteur agricole pour des processus de séchage optimaux et l’impératif de préserver la qualité des céréales exigent une approche méticuleuse de la surveillance de l’humidité.
Tout au long de cet article, nous avons parcouru le paysage des technologies de mesure de l’humidité, en considérant à la fois des systèmes traditionnels comme l’AgroLog et des équipements plus spécialisés comme le FIZEPR-SW100. Malgré leurs mérites respectifs, ces technologies sont dépassées par les capacités avancées du système TRIME-Ex GWs. Avec sa technologie basée sur le TDR, TRIME-Ex GWs se distingue comme un parangon de la mesure de l’humidité, offrant une précision, une profondeur et une facilité d’utilisation qui révolutionnent le stockage des céréales.
Cette adaptabilité permet aux utilisateurs d’adapter le système à leurs besoins spécifiques, que ce soit par des connexions directes pour des sorties variées ou par l’intégration de systèmes de bus IMP pour une communication avancée des données. La possibilité de tenir des registres complets grâce à ses capacités de surveillance sophistiquées garantit que l’histoire de chaque grain, depuis le silo jusqu’à la vente, est méticuleusement enregistrée.
En fin de compte, la technologie TRIME-Ex GWs ne se contente pas d’offrir une solution, elle constitue un progrès dans le domaine de la transformation des produits agricoles. En assurant un contrôle précis de l’humidité, elle renforce les fondements de la qualité des grains et de la stabilité du stockage. Pour l’agriculteur et le transformateur modernes, TRIME-Ex GWs n’est pas seulement un outil, mais un allié indéfectible, qui promet un avenir où les risques de détérioration liés à l’humidité sont considérablement réduits, et où la générosité de la récolte peut être préservée avec confiance et efficacité. C’est la nouvelle norme pour la gestion de l’humidité des grains, une norme qui promet à la fois la sécurité et la durabilité pour l’avenir de l’industrie agricole.